| Как обеспечивается точный останов движущихся узлов станков |
 |
 |
|
Точность останова зависит от: 1) устройства путевого выключателя; 2) степени его износа; 3) состояния его контактов; 4) точности изготовления кулачка, воздействующего на путевой переключатель; 5) точности установки кулачка; 6) пути, пройденного инструментом за время срабатывания аппаратов релейно-контакторного управления; 7) величины перемещения инструмента, обусловленного силами инерции цепи подачи; 8) недостаточно точного согласования исходных положений режущего инструмента, измерительного устройства и путевого командоаппарата; 9) жесткости технологической системы станок - приспособление - инструмент - деталь; 10) величины припуска и свойств обрабатываемого материала. Факторы, указанные в п. 1 - 5, определяют погрешность Δ1 обусловленную неточностью подачи командного импульса; факторы, отмеченные в пп. 6 и 7, -погрешность Δ2 размера вследствие неточности в исполнении команды; фактор, приведенный в п. 8, - погрешность Δ3 согласования исходных положений режущего и измерительного инструментов и командного элемента устройства; факторы, указанные в п. 9 и 10, определяют погрешность Δ4, возникающую в каждом станке вследствие упругих деформаций, вызываемых в технологической системе силами резания. Суммарная погрешность Δ = Δ1 + Δ2 + Δ3 + Δ4. Для обеспечения высокой точности останова погрешности стремятся насколько возможно уменьшить и стабилизировать. Одним из способов уменьшения погрешности Δ1 является повышение точности срабатывания путевых переключателей и уменьшение величины хода толкателей. Например, микропереключатели по сравнению с другими путевыми переключателями, применяемыми в станкостроении, отличаются большей точностью срабатывания. Еще большая точность срабатывания может быть достигнута использованием электроконтактных головок, применяемых для контроля размеров деталей. Точность установки кулачков, воздействующих на путевые переключатели, также может быть повышена применением микрометрических винтов, оптического визирования и т. д. Погрешность Δ2, как было указано, зависит от пути, пройденного режущим инструментом после подачи команды. Когда путевой переключатель срабатывает под действием нажимающего на него упора в некоторой точке, то отпадает контактор, на что требуется некоторое время, в течение которого движущийся узел станка продолжает перемещаться на участке 1 - 2 с прежней скоростью. При этом колебания скорости вызывают изменение величины пройденного пути. После выключения электродвигателя контактором происходит замедленное движение системы по инерции. При этом система проходит путь на участке 2 - 3.
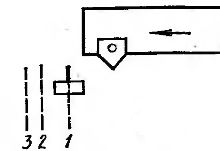 Рис. 1. Схема точного останова Момент сопротивления Мс в цепях подачи создается в основном силами трения. За время движения по инерции этот момент практически не изменяется. Кинетическая энергия системы при движении по инерции целиком равна работе момента Мс (приведенного к валу электродвигателя) на угловом пути φ вала двигателя, соответствующем движению системы по инерции: Jω2/2 = Mcφ, отсюда φ = Jω2/2Мс Зная передаточные отношения кинематической цепи, нетрудно определить величину линейного перемещения поступательно движущегося узла станка. Момент сопротивления в цепях подачи, как было указано выше, зависит от силы тяжести узла, состояния трущихся поверхностей, количества, качества и температуры смазки. Колебания этих переменных факторов вызывают значительные изменения величины Мс, а следовательно, и пути 2 - 3. Управляемые путевыми переключателями контакторы тоже имеют разброс значений времени срабатывания. Кроме того, скорость движения также может несколько изменяться. Все это приводит к разбросу положений точки останова 3. Снижение скорости подачи уменьшает и путь, проходимый за время срабатывания аппаратов. Однако уменьшение подачи во время обработки обычно недопустимо, так как оно приводит к изменению заданного режима и чистоты поверхности. Поэтому понижение скорости электропривода чаще используют при установочных перемещениях. Скорость электродвигателя понижают различными способами. В частности, используют специальные схемы, обеспечивающие так называемые ползучие скорости. Основную часть момента инерции цепи подачи составляет момент инерции ротора электродвигателя, поэтому при выключении электродвигателя ротор его целесообразно механически отделить от остальной кинематической цепи. Это производят обычно посредством электромагнитной муфты. При этом останов происходит весьма быстро, так как ходовой винт обладает незначительным моментом инерции. Точность останова в этом случае определяется в основном величиной зазоров между элементами кинематической цепи. Для увеличения тормозного момента применяют электрическое торможение электродвигателей, а также механическое торможение посредством электромагнитных муфт. Более высокая точность останова может быть достигнута посредством применения жестких упоров, механически прекращающих движение. Недостатком в этом случае являются значительные силы, возникающие в частях системы при соприкосновении с жестким упором. Эти два вида торможения применяют совместно с первичными преобразователями, отключающими привод, когда давление на упор достигнет определенной величины. Точный останов посредством низковольтных электроупоров схематически представлен на рис. 2.
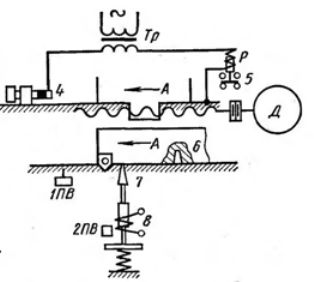 Рис. 2. Схемы точного останова Движущийся узел А станка встречает на своем пути жесткий упор 4. Головка этого упора изолирована от станины станка, и при соприкосновении с нею узла А замыкается цепь вторичной обмотки трансформатора Тр. При этом срабатывает промежуточное реле Р, которое отключает двигатель. Так как в данном случае станина станка входит в электрическую цепь, то напряжение цепи понижают трансформатором Тр до 12 - 36 В. Значительную трудность представляет подбор материала, изолирующего головку электроупора. Он должен быть достаточно твердым, чтобы сохранить размер, и вместе с тем должен выдерживать значительные ударные нагрузки упора 4. Можно применить также жесткий механический упор и путевой переключатель, который отключает электродвигатель, когда до соприкосновения узла с упором остается несколько долей миллиметра, причем движение до упора завершается по инерции. При этом нужно иметь в виду, что силы трения непостоянны, и при слишком раннем отключении электродвигателя путевым переключателем узел может не дойти до упора, а при позднем - произойдет удар об упор. Для особо точных установочных перемещений применяют фиксатор, управляемый электромагнитом. В этом случае при движении стола А сначала срабатывает путевой переключатель 1ПВ, который переключает электродвигатель на работу с пониженной скоростью. С этой скоростью гнездо 6 подходит к фиксатору 7. При западании фиксатора 7 срабатывает путевой переключатель 2ПВ и отключает электродвигатель от сети. При включении катушки электромагнита 8 фиксатор выводится из гнезда. Следует отметить, что относительная сложность точного останова движущихся частей станка средствами путевой электроавтоматики заставляет во многих случаях применять гидравлические системы. При этом относительно легко достигаются низкие скорости, и подвижный узел может продолжительное время оставаться прижатым к жестокому упору. Для точного останова при быстром повороте элементов станков часто используют передачи типа мальтийского креста и фиксаторы. |

 Суммарная погрешность, так же как и ее составляющие, не является постоянной величиной. Каждая из погрешностей содержит систематическую (номинальную) и случайную ошибки. Систематическая ошибка представляет собой постоянную величину и может быть учтена в процессе наладки. Что касается случайных ошибок, то они вызываются случайными колебаниями напряжения, частоты, сил трения, температуры, влиянием вибраций, износа и т. д.
Суммарная погрешность, так же как и ее составляющие, не является постоянной величиной. Каждая из погрешностей содержит систематическую (номинальную) и случайную ошибки. Систематическая ошибка представляет собой постоянную величину и может быть учтена в процессе наладки. Что касается случайных ошибок, то они вызываются случайными колебаниями напряжения, частоты, сил трения, температуры, влиянием вибраций, износа и т. д. 
Наши Партнеры